A Houston fabrication shop provided a $45,000 job estimate, which included cutting 50 sheets of 316 stainless steel using their regular plasma cutting equipment. The machine had successfully processed carbon steel during more than 500 operating sessions. But 316 stainless is not carbon steel. Three sheets became unusable because heat damage caused the edges to bend beyond acceptable limits. The heat-affected zone lost its ability to resist corrosion because chromium carbide precipitation developed along the cut lines. Their expenses reached $12,000 because of scrap materials yet the delivery delay resulted in losing the customer.
This procedure produces incorrect results because it treats all metals as identical materials. The unique characteristics of stainless steel require special treatment because it hardens through work expansion and has low heat transfer properties and distinct performance characteristics that depend on its grade. The cutting method that procurement managers and engineers select will create problems that extend beyond producing inferior edge results. The process produces components that do not meet specifications and results in product returns and unexpected expenses, which will emerge after several months.
The guide provides cutting instructions for industrial stainless steel sheet applications. The method comparisons will show you actual tolerance results together with specific grade parameters, cost structures and an RFQ checklist, which will verify that your supplier provides you with the required materials.
Need precision-cut stainless steel with certified tolerances? [Request a quote] for laser, plasma, or waterjet cutting with full material traceability.
Why Cutting Stainless Steel Is Different

Stainless steel does not behave like carbon steel or aluminum during cutting. Three metallurgical factors make method selection critical.
Work Hardening
Austenitic stainless steels like 304 and 316 show rapid hardening when subjected to mechanical stress. The surface hardness of a metal increases by 50% when a cutting tool dwells or rubs instead of cutting through the material. The next tool pass hits this hardened layer, which creates two problems because it speeds up tool wear and creates unpredictable rough edges. The duplex grade 2205 exhibits a more powerful effect than other materials.
The solution requires continuous cutting that uses positive chip loads. You should not stop your cutting process at any point. You should not perform light finishing passes on austenitic or duplex grades. The “dust pass” on 316 steel creates more damage because it rubs against the work-hardened layer instead of cutting through it.
Thermal Conductivity Challenges
Stainless steel shows low thermal conductivity. The cut zone becomes a heat trap that prevents heat from spreading throughout the material. The result produces blue or gold discoloration together with warping and microstructural damage. In 316 stainless steel, excessive heat causes chromium carbide precipitation, which occurs in the heat-affected zone. That process breaks down the passive layer and creates locations that become vulnerable to intergranular corrosion.
The thermal cutting methods, plasma and laser, require precise parameter management. Cold-cutting techniques such as waterjet and mechanical shearing provide complete risk elimination for important functions.
Grade-Specific Behavior
Not all stainless steels cut the same way:
- The 304 stainless steel grade, which belongs to the austenitic category, requires baseline cutting difficulty. The material requires standard carbide or bi-metal tooling, which operates at correct speeds while using coolant for cutting purposes.
- The 316 stainless steel grade, which belongs to the austenitic category, requires higher cutting difficulties than the 304 grade because it contains 2-3% molybdenum. The process requires operators to use cutting speeds which must be decreased by 15-20% together with an increase of 20% in coolant flow.
- The 430 ferritic grade stainless steel becomes easier to cut than austenitic grades because it produces less work hardening. Operators must avoid cutting the material too aggressively at low temperatures because this leads to increased edge cracking risks.
- The duplex materials 2205 and 2507 provide strength that amounts to roughly double the strength found in 316. The process requires premium tooling together with rigid setups and optimized parameters from the beginning because the material exhibits aggressive work hardening.
For a deeper look at how grades affect performance, see our guide to [stainless steel grades].
Cut Stainless Steel Sheet: Method Comparison

The right method depends on thickness, tolerance requirement, edge quality, and whether heat input is acceptable. The following table gives a quick reference for industrial buyers.
Stainless Steel Sheet Cutting Methods at a Glance
| Method | Best Thickness | Typical Tolerance | Edge Quality | HAZ | Speed | Cost Level |
|---|---|---|---|---|---|---|
| Laser Cutting | 0.5-12 mm | +/-0.1-0.2 mm | Excellent, minimal burr | Minor (localized) | Very fast (thin sheet) | High |
| Plasma Cutting | 6-50+ mm | +/-0.25-1.0 mm | Good, may need cleanup | Significant | Very fast (thick plate) | Medium |
| Waterjet Cutting | Any thickness | +/-0.0025 mm (high-end) | Excellent, no burr | None | Moderate to slow | High |
| Mechanical Shearing | Thin-medium gauge | +/-1 mm | Good straight edge, slight burr | None | Extremely fast (straight cuts) | Low |
This table is a starting point. The sections below explain when to specify each method and what trade-offs to expect.
Laser Cutting Stainless Steel
One of the most common practices in high-precision cutting is fiber laser cutting of stainless steel. These systems, usually 1 KW to 12 KW or higher sets, cut 304 and 316 with extraordinary speed and precision.
Tolerances: The narrowest cut width on thermal methods is 0.1-0.3 mm, with the fiber laser achieving tolerances of +/-0.1 to 0.2 mm on stainless steel. High-end systems can even achieve +/-0.004 inches in thin gauge. Therefore, parts requiring a tight fit, complex patterns, or those with the least processing are best done by laser processing.
Assist gas: Nitrogen is commonly the material of choice for assisting with this metal. It would yield clean, oxide-free cut edges, removing the need for deburring or passivation many times, while the use of oxygen as process support would enhance process speed, but would coat the groove with an oxide layer, necessitating further removal before service in case the application is involved in a challenging corrosion environment.
Top applications: This includes food-grade equipment, medical appliances, precision assemblies, and electronic enclosures in the exterior architecture.
Limitations: Beyond roughly 12 mm, increased thickness decreases the speed as well as worsens the edge quality. Plasma or waterjet would be far more practical for really thick plates.
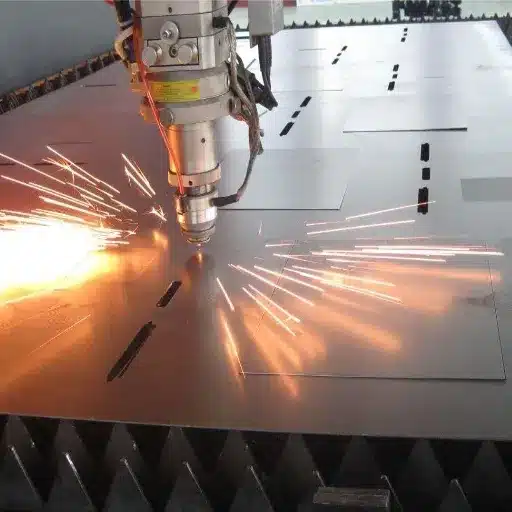
Plasma Cutting Stainless Steel
Plasma cutting technology employs an ionized gas arc, typically reaching approximately 20,000 degrees C for melting and blowing away the metal. Of all its types, it is most ideal for thick stainless steels, where cosmetic perfection is often required with speed.
Tolerances: With standard plasma on stainless having tolerances at +/-0.38 to 0.76 mm and HD plasma having it still refined at +/-0.25 to 0.38 mm, this process still lacks the high precision observed in laser by almost two to five times, but is good enough for structural and heavy applications.
Edge quality: Plasma will produce a HAZ 1-3 mm on 304 and 316. The edge will have oxidation and also dross. In full corrosion-resistance applications, the HAZ should be ground out usually, or more often than post-cut passivation is necessary.
Cost advantage: In terms of cost on thick material, the plasma system is 30-50% cheaper than the laser. Initial equipment costs are also considerably less. CNC plasma tables usually range from $40,000 to $80,000. By contrast, fiber laser systems cost anywhere from $250,000 to $500,000 or more.
Best applications: structural frames, pressure vessels, massive tanks, and industrial ductwork, with acceptability for tolerances as low as ±0.5 mm.
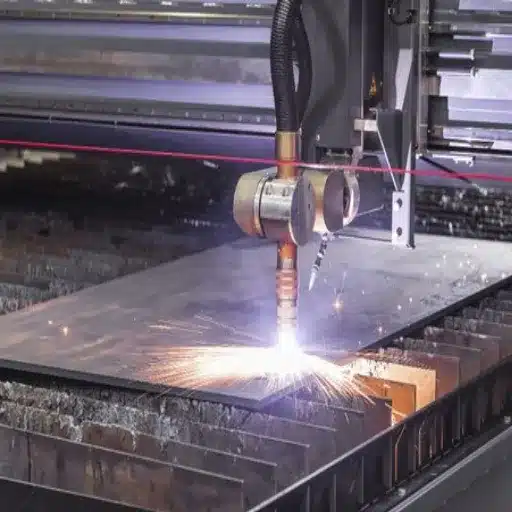
Waterjet Cutting Stainless Steel
Waterjet cutting uses water at ultra-high pressure (55,000-90,000 PSI) mixed with garnet abrasive. For stainless steel, this method gives the benefits no thermal method might ever meet.
Key advantage: no heat-affected zone. Cold process makes waterjetting a no-heat distortion, no work hardening, and no microstructure change cutting method. Rather than the cut edge corroding, the material retains total corrosion resistance. It is suitable for 316L used in extremely corrosive marine or pharmaceutical environments.
Tolerances: The system, which is a high-end waterjet, achieves accuracy of ±0.0025 mm. It has a narrow kerf and a smooth edge, while burrs are significantly low (0.7-1.0 mm).
Capabilities: The range of waterjets sees no limitations based on thickness: foil through to a plate up to 450 mm thick can all be treated with the same edge finish.
Limitations: speed. Waterjets move slower than lasers or plasma and are usually on the order of 150-400 mm/min in stainless steel. Abrasive consumption and pump maintenance can likewise be a major costly point when looking into operating costs.
Best applications: Those parts would be aerospace components, medical implants, pharmaceutical equipment, food-grade parts, and any other application where heat damage cannot be tolerated.
In 2023, a chemical processor needed parts for pressure vessels to be made out of a rough 2205 duplex plate. A harsh outcome was ultrasonic failure resulting from an attempt to cut rough edges using plasma. Moving to waterjet cold cut got rid of the heat-affected zone, and the edges passed the inspection without cut post machining. This saved us two weeks for rework.
Mechanical Shearing
Shearing uses two blades to apply shear force and separate the sheet. This is the most rapid, cost-efficient method available for high-volume, straight-line cuts.
Tolerances: The typical shearing tolerance is +/-1 mm, sufficient for construction panels, HVAC blanks, and general industrial use where exact fit is not important.
Edge quality: Clean, straight edges with minimal heat burn-off; some burr or edge deformation can occur, usually requiring light deburr.
Limitations: Shearing is limited to straight lines and simple rectangular blanking and cannot handle complicated profiles, holes, or curved edges.
Best applications: High-volume panel blanks, straight-line architectural panels, and simple structural components.
Need help selecting the right cutting method for your project? [Contact our engineering team] for method recommendations based on your tolerance and grade requirements.
Grade-Specific Cutting Parameters
The same cutting method behaves differently across stainless steel grades. Here is what changes when you move from 304 to 316 to duplex.
304 Stainless Steel
It is among the simplest common stainless steel types. It’s moderate nickel content and absence of molybdenum make it the most forgiving common grade.
Recommended parameters:
- Band Saws – 60-80 SFPM flooded
- Laser – Basic reference speed (100%)
- Plasma – Standard nitrogen assist settings
- Waterjet – 200-400 mm/min, depending on thickness
Tool life: Standard carbide or bi-metal tooling gives reasonable life. For maximum corrosion resistance, after a thermal cut, recommended post-cut passivation of most of the parts- mechanical cuts generally do not require it if the tooling was clean.
316 Stainless Steel
Adding 2-3% molybdenum improves corrosion resistance but increases cutting difficulty. 316 work-hardens faster, retains more heat, and punishes standard tooling.
Critical adjustments from 304:
- Reduce cutting speeds by 15-20%
- Increase coolant flow by 20% minimum
- Use premium carbide or cermet tooling
- Maintain positive chip loads at all times
When a marine equipment manufacturer switched from 304 to 316 for saltwater exposure, they kept the same band saw speeds. Tool life dropped by 40%, and edge quality suffered. After reducing speeds by 20% and switching to cermet blades, they achieved better edge quality than their original 304 process with comparable tool life.
Duplex Stainless Steel (2205, 2507)
Duplex grades combine austenitic and ferritic structures. The result is roughly double the yield strength of 316 with superior pitting resistance. But that strength makes cutting significantly more demanding.
Key requirements:
- Aggressive cuts to stay ahead of work hardening
- Premium tooling (cermet or advanced coated carbide)
- Rigid machine setup with minimal vibration
- Waterjet is strongly preferred for precision parts to avoid HAZ issues
Taking light cuts on a duplex is a mistake. The material work-hardens so aggressively that shallow passes simply rub against a hardened surface, generating heat and tool wear without efficient material removal.
Common Problems and How to Solve Them

Even experienced shops encounter issues when cutting stainless steel. Here are the most common problems and practical solutions.
Heat Discoloration (Blue and Gold Marks)
Rainbow discoloration near the cut line indicates a heat-affected zone where material properties have changed.
Solutions:
- Reduce cutting speed by 20-30%
- Increase coolant or cutting fluid flow
- Use sharp tools. Dull edges generate heat through friction
- Do not force the tool. Let it cut at its designed rate
- For angle grinder work, use thinner discs that cut faster with less heat buildup
For severe discoloration on thermally cut 316, passivation restores corrosion resistance.
Work Hardening
If cutting progress suddenly slows and the tool seems to hit a hard spot, you have encountered work hardening.
Prevention:
- Maintain consistent feed rates. Never slow down or stop mid-cut
- Use adequate chip loads. The tool must bite, not rub
- Apply sufficient coolant to keep the cutting zone cool
- Keep tools sharp
Recovery: You cannot cut through a work-hardened layer with the same tool. Either switch to a harder cutting material or grind away the hardened zone and restart.
Warping
Stainless steel’s low thermal conductivity creates local expansion differentials that warp the sheet.
Prevention:
- Clamp securely on both sides of the cut line
- Use skip-sequence cutting for multiple features to distribute heat
- Choose cold-cutting methods (waterjet or shear) when flatness is critical
- Leave small tabs on off-cuts until final trimming
Burrs and Rough Edges
Stainless steel produces tough burrs that resist standard deburring.
Best removal methods:
- Rotary deburring tools with carbide cutters
- 60-80 grit aluminum oxide flap discs on an angle grinder
- Electrochemical deburring for precision internal edges
- Mass finishing in ceramic media for small production parts
Always use stainless-specific abrasives. Carbon steel grinding discs or brushes can embed iron particles that will rust later.
Post-Cutting Finishing

Raw cut edges rarely meet final application requirements. Proper finishing ensures performance, safety, and appearance.
Deburring
Remove burrs immediately after cutting, before they work-harden further. Draw a deburring tool along the edge in one direction. Back-and-forth motion can work-harden the burr and make removal harder.
Edge Polishing
For architectural or food-grade applications, polish edges in stages:
- Remove all burrs and deep scratches
- 80-grit to unify the surface
- 120-grit to remove coarse scratches
- 240 grit preparation
- 400 grit final polish
- Buffing compound for mirror finish if required
Passivation After Cutting
Acceptance of grinding, thermal cutting, or welding removes the chromium oxide passive layer, and it must be restored by passivation.
Process: Immerse parts cleaned in nitric or citric acid solution (usually 20-50% concentration) for 20-30 minutes. This eliminates free iron and rebuilds the protective oxide layer.
When Required: Subsequently passivate the thermally cut edges for marine, chemical, pharmaceutical, and food-grade applications. Cold-cut methods like waterjet and shear typically do not require passivation if the tooling is clean.
When to Outsource vs. Cut In-House
Sometimes the cheapest option is to send the job out.
In-House Cutting Makes Sense When:
- You cut stainless steel regularly enough to justify equipment and training
- Turnaround time is more important than queue time
- Geometries are simple (straight cuts, basic shapes)
- Tolerance requirements are moderate (+/-0.5 mm or looser)
Outsourcing Makes Sense When:
- Tolerances are tighter than +/-0.25 mm
- Parts require complex CNC programming and fixturing
- Volume is occasional or one-off
- Specialized equipment (waterjet, high-power laser) is needed infrequently
- Quality certification or full traceability is required
Cost Framework
| Cost Factor | Laser Cutting | Plasma Cutting |
|---|---|---|
| Equipment Investment | 250,000−250,000−500,000+ | 40,000−40,000−80,000 |
| Operating Cost | ~$20/hr | ~$15/hr |
| Maintenance | Higher (optical systems) | Lower (simple consumables) |
| Best Economics | High-volume thin sheet | Thick plate, structural work |
For occasional stainless steel cutting, outsourcing is typically 30-50% cheaper than in-house when you factor in equipment depreciation, training, maintenance, and scrap rates. Break-even usually occurs at 100-200 cutting hours annually.
Specifying Cutting in Your RFQ

Preclude any surprises on delivery by providing a complete profile for the kind of cutting needed. Examples of information that should be included in a quote are:
- Grade and thickness: e.g., “316L, 3.0 mm”.
- Cutting method: Laser, plasma, waterjet, or shear
- Dimensional tolerance: e.g., “+/-0.2 mm” or to a range of “+/-1 mm”.
- Edge finish requirement: As argon, pre-ground, or polished.
- HAZ/heat-tint restrictions: Maximum allowable heat-affected zone width must be specified.
- Post-cut finishing: Passivation, electropolishing, and cleaning requirements.
- Surface protection: Retain factory protective film or cover with tape.
Conclusion
To cut a stainless steel plate successfully, choose the method according to the material, thickness, and tolerance requirements. Laser processing precision is suitable for fine-to-medium sheets, while plasma is suitable for thick plates economically. Waterjet maintains a material at zero heat input. Mostly, shearing remains the quickest and least expensive for straight-line blanks.
Respect the quality when it comes to the difference between the grades. 316 cuts more slowly than grade 304. For Duplex, better-quality tooling and setups would be required. Take care of the heat effect to avoid weld oxidation marks and warping. A positive chip load is necessary to avoid work hardening. Always properly finish the edges for safety reasons and corrosion resistance.
Whether the processing has been brought in-house or outsourced, the principle is the same: understand the material, communicate well what is required, and decide in favor of the least expensive method possible for the required quality.
Ready to source precision-cut stainless steel sheet? We deliver certified 304, 316, duplex, and specialty grades cut to your exact specifications with full documentation and tight tolerances. [Request your quote today].