In Texas, $5000 worth of 316 stainless steel plate was ruined in the heat-treating room. That shop had been working for years, cutting carbon steel, and anticipated that plasma cutting settings alike would prove sufficient. But what it really did was heat up right at the cut line and kept both areas of the plate awfully warped. It was scrap—if just too much distortion for the precision tanks it was building.
What you need to understand is that the techniques required in cutting stainless steel differ greatly from those required in cutting mild steel. The fastest feed speeds and feed rates that work with carbon steel work very differently for stainless steel by causing work hardening. An incorrect way of cutting could spoil the entire corrosion-resistant property. Additionally, temperature management cannot be just a helpful process—it is just mandatory.
This guide will discuss cutting stainless steel safely for every scenario, be it a one-off DIY project or mass production in a factory. You will find out easily which method complies most with material thickness, precision requirements, budget, etc., and prevent costly errors that trap even expert fabricators.
What you will learn:
- Seven cutting methods ranked by precision, speed, and cost
- How material thickness dictates method selection
- Tool and blade recommendations for each approach
- How to prevent work hardening and heat damage
- When to cut in-house versus outsource to professionals
Understanding Stainless Steel Cutting Challenges

Before you decide on a cutting method, consider the reasons why stainless steel acts differently from carbon steel. These reasons determine every decision about the tools, speeds, and techniques used.
Work Hardening: The Hidden Enemy
Stainless steel undergoes work-hardening almost instantaneously. If, rather than cutting, a cutting tool rubs against the material because it is dull, is moving at too slow a pace, or is improperly fed through, the hardness on the surface increases from 200 HV to more than 600 HV in just a few milliseconds. This layer is hardened and actually gets harder than most cutting tools, resulting in very rapid tool wear, bad surface finishes, and often the possibility of tool breakage.
The best way of keeping work hardening to a minimum is to perform constant, aggressive cutting. Any doubt or hesitancy in feed rates may induce localized hot spots which may change the state of that area into a hardened state. Consequently, cutting through that area will be at least ten times more difficult.
Heat-Affected Zone (HAZ) Concerns
Heat conduction is four times worse in stainless steel compared to carbon steel. What follows is a concentration of heat instead of its dissipation through the material.
The wider heat-affected zone (HAZ) is usually identified compared to that of mild steel. In the example given, the 500–800°C temperature in the HAZ can result in precipitation of chromium carbide, reducing corrosion resistance in this zone. In such applications, the area of compromise will either need regrowth or passivation of the part for cutting.
The “Blue Rule” for Heat Control
Heat-tinted colors on stainless steel indicate temperature exposure:
| Color | Temperature | Impact |
|---|---|---|
| Straw yellow | 200–250°C | Minimal effect |
| Brown | 250–300°C | Slight oxidation |
| Purple/blue | 300–350°C | Corrosion resistance compromised |
| Dark blue/black | 350–450°C | Significant sensitization |
If you see blue or black discoloration along a cut, you have exceeded safe temperature limits. That section has lost corrosion resistance and requires remediation.
Best Ways to Cut Stainless Steel by Method

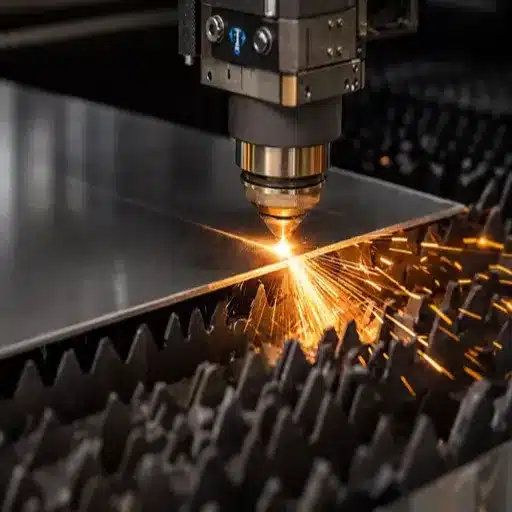
Laser Cutting (Precision Industrial)
Best for: Complex patterns, thin to medium gauge, high-precision components, and decorative work
Thickness range: 0.3–25 mm (optimal), up to 50 mm for the high-power systems
Laser cutting uses a focused high-energy beam, typically a fiber laser in the case of stainless steel, to melt, evaporate, or explode material. An assist gas, usually nitrogen, especially for stainless steel, blows the molten residue away from the cut path.
Advantages:
- Superior precision: ±0.1 to 0.2 mm tolerance
- Very small heat-affected zone as compared to plasma
- Clean, smooth, post-processing minimizes edge post-processing
- Intricate geometries and tiny radii: no problem
- No tool wear (non-contact process)
Limitations:
- High investment in equipment ($200,000–1M or more)
- Increased power settings simply because of reflectivity issues
- Less economical with high-thickness material
- Demand cuts the best programming and setup skills
Cost indication: $$$$ (High investment in equipment, medium operational costs)
Essentially, the superior cutting quality, Bulk-Precision Part processing, the complex shapes capabilities, as well as large turnover for thin-to-medium materials, Laser Cutting stands by its reputation.
Plasma Cutting (Fast Industrial)
Best for: Applications requiring that the material is over 10mm thick, such as structural parts, generally a critical application that factors in field requirements.
Thickness range: 5–50 mm; capable of penetrating through 0.5–160 mm with the right setup.
In plasma cutting, a gas arc is ionized and pushed through a pinched-off nozzle, reaching almost 20,000°C. Molten metal is achieved by the plasma jet, and the compressed gas causes the flow of molten material over the kerf.
Advantages:
- Higher-than-metal laser speed for parts over 10 mm
- Minimum setup for on-site operations
- Slightly cheaper per meter–compared with laser or waterjet
- Best for straight cutting of thick plates
- Suitable for carbon steel, stainless steel, and aluminum
Limitations:
- Larger heat-affected zone (HAZ) compared to the laser
- The edges have an elaborate amount of oxidation and dross; grinding is required.
- Lower precision: ±0.5, which is usually worse
- Not recommended for precision components before any post-processing
Cost indicator: $$$ (Basically Mid-High Equipment, with a Marginal Running Cost-related Expense)
The major concern is speed and throughput, since plasma cutting is more preferable among industries if high precision is not greatly needed at given edge points, especially on thick stainless steel plates.
Waterjet Cutting (No Heat Damage)
Best for: Heat-sensitive processes, mirror finishes, thick raw materials, and repair when the heat-affected zone is not acceptable
Thickness Range: Almost unlimited, usually 0.5-200 mm, and capable of up to 300+ mm cutting thickness.
Waterjet cutting uses high-pressure water jet (60,000+ psi) mixed with abrasive garnet particles to remove material without heating the medium.
Advantages:
- No zone of heat influence, so material properties remain intact
- No warping, distortion, or discoloration due to heat, as with laser or plasma cutting
- Cuts any thickness perfectly
- Great quality of edge without burrs.
- Ideal for PVD-coated sheet, mirror finishes, and water ripple textures
- Accessible to complex cutting with high imprecision to the extent of ±0.05 mm
Limitations:
- Slower process speed than laser or plasma
- Higher operating costs due to abrasive consumption
- Requires water and abrasive disposal management
- Noise level requires hearing protection
Cost indicator: $$$$ (High equipment, high operating cost)
In conclusion, jet water cuts are the only option that avoids any damage from any heat when material integrity is a priority, as is the case, for instance, with aerospace parts, medical equipment, or precision decorative work.
Mechanical Shearing (High Volume)
Best for: Straight cuts on thin sheets, high-volume production, cost-sensitive applications
Thickness range: 0.3–12 mm (depending on shear capacity)
Guillotine shears use mechanical or hydraulic force to push upper and lower blades through material, creating a clean separation without heat input.
Advantages:
- Fastest method for straight-line cutting
- No heat input means no HAZ or thermal distortion
- Economical for mass production
- Clean, square edges
- Low per-cut cost at volume
Limitations:
- Straight cuts only—no curves or complex shapes
- The blade gap must be minimized to prevent work hardening
- Risk of plastic deformation on longer cuts
- Requires significant equipment investment for large shears
Cost indicator: $$ (Medium equipment, very low operating cost)
For high-volume production of straight-edged components—like blanks for press brake forming—shearing offers unmatched speed and economy.
Angle Grinder with Cut-Off Wheel (DIY/Field)
Best for: Home projects, field repairs, quick cuts, limited budgets
Thickness range: Up to 6 mm effectively, up to 12 mm possible with multiple passes
An angle grinder fitted with a thin cut-off wheel is the most accessible cutting method for small shops and DIY applications.
Advantages:
- Portable and affordable (50–50–200 for grinder)
- No setup time—grab and cut
- Works on sheet, plate, bar, and pipe
- Readily available consumables
Limitations:
- Generates significant heat and sparks
- Less precise than machine methods
- Discs wear quickly on stainless steel
- Requires significant post-cut finishing
- Safety hazards from flying sparks and disc fragments
Cost indicator: $ (Low equipment, medium consumable cost)
Essential requirements:
- INOX-rated cutting discs (standard discs contaminate stainless)
- 0.045″ thickness for thin materials
- Variable speed control to manage heat
- Proper PPE (face shield, gloves, hearing protection)
For occasional cuts on thinner materials where precision is not critical, an angle grinder with the right disc gets the job done affordably.
Jigsaw with Metal Blade (DIY Detail Work)
Best for: Intricate curves, internal cutouts, thin sheets, detailed work
Thickness range: Up to 5 mm effectively
A jigsaw with the correct blade allows curved cuts and internal openings that other portable methods cannot achieve.
Advantages:
- Creates curves and complex shapes
- Accessible for most DIYers
- Low equipment cost
- Good for sheet metal fabrication
Limitations:
- Slow cutting speed
- Blades break frequently on stainless steel
- Work hardening risk if the blade is dull or the speed is too high
- Limited to thinner materials
- Significant vibration requires firm clamping
Cost indicator: $ (Low equipment, high blade consumption)
Blade specifications:
- Bi-metal blades with cobalt
- 20–24 TPI for thin sheets
- Carbide-tipped blades for thicker sections
When you need curves or internal cutouts in thin stainless steel and do not have access to CNC equipment, a jigsaw is your only portable option.
Band Saw (Workshop)
Best for: Rods, bars, pipes, structural shapes, thicker stock
Thickness range: Unlimited (machine capacity dependent)
Band saws use a continuous loop blade with teeth to cut through material. For stainless steel, specific blade types and speeds are essential.
Advantages:
- Excellent for straight cuts on bar and pipe
- Cuts thick sections that defeat other portable methods
- Relatively smooth cuts with a proper blade
- Can cut bundles of small pieces simultaneously
Limitations:
- Slow compared to thermal methods
- Requires proper blade selection and setup
- Coolant system recommended for stainless steel
- Not suitable for sheet material
Cost indicator: $$ (Medium equipment, medium blade cost)
Blade specifications:
- Carbide-tipped or bi-metal blades
- 10–14 TPI for general stainless cutting
- Slow blade speed (20–50 m/min surface speed)
- Flood coolant or mist system
For workshop cutting of stainless steel bar, pipe, and structural shapes, a band saw with the right blade delivers consistent results.
How to Choose the Right Cutting Method

Selection by Material Thickness
| Thickness | Recommended Methods | Avoid |
|---|---|---|
| Under 3 mm | Laser, shear, jigsaw, angle grinder | Band saw (overkill) |
| 3–10 mm | Laser, plasma, waterjet, angle grinder | Jigsaw (slow, blade breakage) |
| 10–25 mm | Plasma, waterjet, band saw | Angle grinder (inefficient) |
| 25–50 mm | Plasma, waterjet | Laser (capacity limits) |
| Over 50 mm | Waterjet, heavy plasma | Most other methods |
Selection by Precision Requirements
| Precision Level | Methods | Typical Tolerance |
|---|---|---|
| Ultra-high (±0.05 mm) | Waterjet, precision laser | ±0.002″ |
| High (±0.1–0.2 mm) | Laser | ±0.005–0.008″ |
| Medium (±0.5 mm) | Plasma, shear | ±0.020″ |
| Rough (±1–2 mm) | Angle grinder, band saw | ±0.040–0.080″ |
Selection by Production Volume
| Volume | Recommended Approach |
|---|---|
| One-off/DIY project | Angle grinder, jigsaw, hand tools |
| Small batch (10–100 pieces) | Outsource to laser/waterjet service |
| Medium batch (100–1,000 pieces) | Laser cutting in-house or contracted |
| High volume (1,000+ pieces) | Shear for straight cuts, laser for complex shapes |
Essential Tools and Blades for Stainless Steel
Angle Grinder Discs
Disc type: Zirconia alumina, ceramic, or diamond abrasive material, defined particularly as stainless steel (INOX) work
Thickness: with a measure of about 0.045″ (1-1.2 mm) for fast, clean cuts with minimal deviation of the material in cutting
Top recommendations:
- DEWALT DW8062B5 is an aluminum oxide reinforced with fiberglass.
- Norton Bluefire Type 27 is a zirconia alumina blend, which is faster
- 3M Silver Cut-Off Wheel is designed and precision-shaped with a narrow kerf.
Critical warning: Never under any circumstances use any standard abrasive discs on stainless steel because they leave iron particles embedded on the surface of it, which will, after some time, rust and stain the stainless steel.
Jigsaw Blades
Material: Bi-metal with cobalt or carbide-tipped for heavier sections
Tooth configuration: 20–24 TPI for materials under 3 mm; 14–18 TPI for 3–6 mm
Usage tips:
- Cut at a slow speed to minimize heat
- Apply cutting fluid or oil
- Clamp the workpiece firmly to prevent vibration
- Expect frequent blade changes—stainless steel destroys blades
Saw Blades (Band Saw, Circular Saw)
Material: Carbide-tipped only—standard high-speed steel will not survive
Tooth configuration: Variable pitch or hook tooth design
Speed settings: Slow—20–50 m/min surface speed for band saws
Coolant: Essential for blade life. Use 8–10% water-soluble cutting fluid.
Step-by-Step Cutting Guides

How to Cut Stainless Steel with an Angle Grinder
Step 1: Secure the workpiece
Secure one of the workpieces by clamping it into place on a stable surface; poor cuts or excess heat are upset by vibration.
Step 2: Mark your cut line
A permanent marker or scribe can equally be used. Apply masking tape along the cutting line to decrease any burrs.
Step 3: Install the correct disc
Check if you have an INOX-approved cutting wheel. Conduct a final check for any cracked or damaged ones.
Step 4: Set up your grinder
Place it at medium speed if variable. Position the guard to prevent sparks from hurting you.
Step 5: Execute the cut
- Put the grinder on again and let it come to full speed before it touches the metal-
- Plant the angle grinder shallowly (not perpendicular).
- This disc should now ensure steady movement without frequent stops for the uneven cut line.
- If any discoloration occurs, pause to cool the metal.
Step 6: Post-cut finishing
The use of a flap disc will be able to grind out the burrs and clean the sides. Heat tint should come from grinding the observable colored area or passivating the surface.
How to Cut Stainless Steel Sheet with a Jigsaw
Step 1: Select the correct blade
For 3 mm material and its thicknesses, carbide-tipped saw blades are mandated, with a 20- to 24-TPI bimetal blade used for everything else.
Step 2: Prepare the workpiece
To dampen vibration, support the sheet on both sides of the cut line. Clamp securely within 150mm of the cut.
Step 3: Set the jigsaw
- Zero orbital action (straight up-and-down stroke)
- Lowest speed setting
- Apply cutting fluid onto the blade before it starts cutting.
Step 4: Make the cut
- Start the blade before contacting the metal
- Apply gentle downward pressure
- Do not force the blade—let it cut at its own pace
- For long cuts, pause periodically to apply more cutting fluid and cool the blade
- Expect the blade to dull quickly; change it when cutting speed drops noticeably
Step 5: Finishing
File or sand the edge to remove any burrs; jigsaw cuts in stainless steel will always need a lot of effort for the cleanup; well, and that’s the right way to do it.
Preventing Common Cutting Problems

Avoiding Work Hardening
Work hardening is the most common cutting failure in stainless steel. Prevention strategies:
- Keep tools sharp: Dull tools rub rather than cut, generating heat and hardening the surface
- Maintain proper feed rate: Aggressive, continuous cutting prevents localized heating
- Never stop mid-cut: Hesitation allows heat to concentrate and work-harden the material
- Use cutting fluid: Reduces friction and heat at the cutting interface
- Avoid spring passes: Multiple light passes heat-harden the surface; use one aggressive cut instead
Preventing Warping and Distortion
Thin stainless steel sheets distort easily under heat:
- Clamp securely: To choke heat-induced vibration
- Cut in sections: Break into sections to reduce any overheating issues (from long cuts) and let cool down ahead of making the next cut
- Use a waterjet for critical pieces: Heat is completely dissipated
- Allow cooling time: Do not hurry through mass cuts without giving it time to cool down.
Managing Heat-Affected Zone
When using thermal methods (laser, plasma):
- Optimize speed: Faster cutting reduces heat input per unit length
- Select proper assist gas: Use nitrogen for stainless steel to minimize oxidation
- Post-cut passivation: If heat tint appears, passivate the cut edge to restore corrosion resistance
- Specify waterjet when HAZ is unacceptable: For corrosion-critical applications, only waterjet guarantees no thermal damage
Post-Cutting Finishing

Deburring Methods
All cutting methods leave some degree of burr on stainless steel edges:
- Hand filing: Best for small parts or occasional work
- Flap disc on angle grinder: Fast for straight edges
- Deburring tool: Professional finish for precision parts
- Tumbling: For small parts in volume
Edge Grinding
For applications requiring smooth edges:
- Use an 80-grit flap disc to remove major imperfections
- Progress to 120-grit and 240-grit for a smooth finish
- Always grind in the direction that will blend with the grain if visible
Passivation for Corrosion Resistance
If thermal cutting caused discoloration:
- Grind away heat-tinted areas to bright metal
- Clean with a degreaser
- Apply passivation solution (nitric or citric acid-based)
- Rinse thoroughly with clean water
- Dry immediately
Passivation restores the chromium oxide layer that provides stainless steel’s corrosion resistance.
When to Outsource Cutting to a Professional

Deciding between in-house cutting and outsourcing depends on several factors:
Volume Thresholds
Outsource when:
- Volume is under 100 pieces annually (cannot justify equipment investment)
- Parts require precision beyond your equipment’s capability
- Material thickness exceeds your equipment capacity
Cut in-house when:
- Volume exceeds 500 pieces annually
- Frequent design changes require a quick turnaround
- Material represents a significant inventory investment
Precision Requirements
If your parts require tolerances tighter than ±0.5 mm, you likely need professional laser or waterjet cutting. The equipment investment ($200,000+) only makes sense at significant volume.
Cost Analysis
| Method | Equipment Cost | Per-Meter Cost | Break-Even Volume |
|---|---|---|---|
| Angle grinder | $100 | $2–5 | DIY only |
| Band saw | $2,000–10,000 | $1–3 | 100+ cuts/year |
| Plasma | $10,000–50,000 | $0.50–2 | 500+ meters/year |
| Laser | $200,000–1M | $0.20–1 | 2,000+ meters/year |
| Waterjet | $100,000–300,000 | $1–4 | 1,000+ meters/year |
[Not sure whether to cut in-house or outsource? Our engineering team can analyze your volume, precision needs, and budget to recommend the right approach. Contact us →]
Cost Comparison by Cutting Method

Understanding the full cost picture helps you choose the right method:
| Method | Equipment Investment | Operating Cost ($/meter) | Setup Time | Labor Intensity |
|---|---|---|---|---|
| Laser cutting | 200K–200K–1M | $0.50–2.00 | Medium | Low |
| Plasma cutting | 10K–10K–50K | $0.30–1.50 | Low | Low |
| Waterjet cutting | 100K–100K–300K | $2.00–8.00 | Medium | Medium |
| Shearing | 20K–20K–100K | $0.10–0.50 | Low | Low |
| Angle grinder | 50–50–200 | $5.00–15.00 | None | High |
| Jigsaw | 50–50–300 | $10.00–30.00 | None | High |
| Band saw | 2K–2K–10K | $2.00–5.00 | Low | Medium |
Note: Operating costs include consumables, power, and labor. DIY methods appear cheap on equipment but expensive on labor and consumables per meter cut.
Safety Considerations

Personal Protective Equipment
Always wear:
- Safety glasses with side shields and a face shield are suggested for angle grinders.
- Leather or heat-resistant gloves should be used.
- For long sleeves, cotton or leather should be used rather than synthetic.
- For closed-toe shoes, prefer steel-toe boots
- Hearing protection should be used when exposed to 85+ dB from most power tools.
For thermal cutting:
- Welding helmet or appropriate eye protection for arc radiation
- Respiratory protection for fumes (P100 or better)
Ventilation Requirements
Stainless steel cutting produces hexavalent chromium fumes—a known carcinogen. Requirements:
- Local exhaust ventilation at the cutting point
- General shop ventilation (6+ air changes per hour)
- Respiratory protection if ventilation is inadequate
- Never cut in confined spaces without proper ventilation
Fire Hazards
Sparks from grinding and cutting can ignite flammables:
- Clear the area of combustible materials within 10 meters
- Have a fire extinguisher accessible
- Do not cut near fuel lines or containers
- Watch for smoldering in adjacent materials
FAQ: Common Questions About Cutting Stainless Steel
What is the best tool for cutting stainless steel?
The best cutter actually depends on thickness and application, as the best tool. An angle grinder with an inox disc works well in thin sheets at home. While great precision and industrial applications use laser or water jet cutting, plasma cutting turns out to be the most cost-effective way for cutting heavy plate.
Can you cut stainless steel with a regular blade?
YES, you can cut stainless steel with a regular blade, but it is highly discouraged. A standard cutting tool meant for wooden or mild steel use will stretch harden stainless and promote bad cuts. In addition, it is possible that the cutting process will result in contaminants being forced into the cut of the material, which might result in corrosion later. Always use cutting discs, blades particularly made for stainless steel.
How could you cut stainless steel without overheating it?
Decrease the cutting speed, use cutting fluids or coolants, and stop for a while in between to cool down. For tight applications, laser cutting is heat-free. Speed optimization in thermal processes, together with an assist gas, could lessen heat input.
Can you cut stainless steel with an angle grinder?
With a possible limit of 6 mm, you can cut stainless steel using an angle grinder. Use INOX-rated cutting discs to cut at normal-to-average speed and enough pressure. After cutting with an angle grinder, burrs will be evident, which usually need to be removed; do not use a sanding disc because it will contaminate stainless steel.
Is it safe to cut stainless steel without protective gear?
No way. Every cutting process involving stainless steel comes with the generation of flying sparks, fragments with sharp edges, obnoxiously loud noise, and hazardous hexavalent chromium fumes, which mandate the use of appropriate Personal Protective Equipment (PPE).
How do you get clean cuts without burrs?
The most effective way is to use a waterjet machine or even a laser cutting tool. If you are to do cutting by hand, then you might do masking tape along and over a cut line before cutting. Try to cut it with a good, sharp cutter at the right speed. Do the deburring and sorting out with a flap disc or a file.
Can you cut thick stainless steel at home?
For materials over 10 mm, home cutting becomes impractical. Band saws with carbide blades can handle bar and pipe, but plate over 10 mm requires industrial equipment like plasma or waterjet cutting. Consider outsourcing thick material cutting.
Why does stainless steel warp during cutting?
The problem has to do with poor heat distribution during the part that gets cut, leading to uneven heating and allowing stainless steel to melt. Clamp it hard in place, cut in pieces, and let the blade cool, or use a waterjet for those flatness matters.
Can you cut stainless steel with a hacksaw?
Yes, for thin materials and small projects. Use a bi-metal blade with 32 TPI, maintain 50 strokes per minute, and lift the blade on the return stroke to avoid work hardening. It is slow and labor-intensive—better alternatives exist for most applications.
What cutting method produces no heat distortion?
Waterjet cutting is the only common method that produces a zero heat-affected zone and no thermal distortion. Mechanical shearing also generates no heat but is limited to straight cuts on thinner materials.
Conclusion
The best way to cut stainless steel is determined by many factors. These factors are material thickness, precision required, and how many pieces have to be produced. There is never a single solution – every technique is specifically applicable to the issue at hand.
Key takeaways:
- For precision components: Laser cutting delivers the best combination of speed and accuracy for thin-to-medium materials
- For thick plate: Plasma cutting offers the best cost-per-meter for structural applications
- For heat-sensitive work, Waterjet is the only method that eliminates thermal damage
- For DIY projects: An angle grinder with INOX-rated discs handles most home fabrication needs
- For complex curves: Jigsaws work on thin material, but expect significant cleanup
One needs to always remember that stainless steels are not only “too strong to cut” but also differ from carbon steels with respect to heat and composition. Challenges in cutting stainless steel – work hardening, concentrating heat, and susceptibility to corrosion– dictate the choice and modification of strategies. Soft steel practices may be suitable for some applications, but they are inapplicable in the case of stainless steel.
Thinking of purchasing accurately pre-cut stainless steel parts? In addition, we do CNC laser cutting, water jet cutting, and shearing to the desired dimensions with full material certification. Be it a prototype or mass production, we promptly supply guaranteed quality and precisely cut stainless steel sheets.